网站首页
公司介绍
产品中心
倒立式U钻
数控U钻
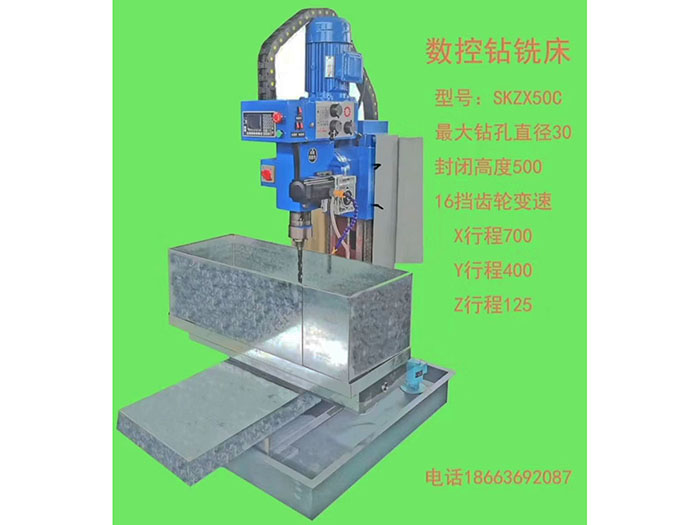
数控钻铣床
法兰钻床
产品视频
新闻资讯
新闻动态
行业资讯
联系我们
产品类别 Products
倒立式U钻
数控U钻
数控钻铣床
法兰钻床
最新资讯 News
皇冠钻和U钻主要有哪些不一样
到底什么是u钻呢
U钻的使用要点有哪些
U钻在数控加工中经常出现的问…
U钻具有相比其他钻孔工具无可…
u钻sp型和wc型哪个好
为什么u钻wc比sp阻力小
u钻具体的左右有哪些
暴力钻的优点
使用U钻的的要点
联系方式 Contact
联系人:刘经理
手 机:
18663692087
网站:www.u-drilling.com
地址:山东省潍坊市潍城区
当前栏目: 新闻资讯
数控机床停机要怎么进行维护
数控机床停机要怎么进行维护,U钻厂家跟大家了解一下: 第一、防锈处理:将工作台清理擦拭干净,抹上防锈油;机床全程慢速运行一小时润滑线轨;切削液是否需要更换,优先处理做好防锈,机床开始需要工作时再添加切削液。 第二、机床清洁:将机床内工件、治具、铁屑等清理干净,外部排屑机内铁屑清理干净;外部钣金擦拭干净,电控箱空调、油冷机过滤网清洗干净。 第三、防水防潮:关好电器箱做好防护。 第四、做好车间的总…
【详情】
发布日期:2023-06-15 浏览268 次
U钻厂家讲述哪些因素影响摇臂钻床的质量
U钻厂家讲述哪些因素影响摇臂钻床的质量 第一、摇臂钻床铸件的时效问题。所有的铸造设备都要经过一定时间的时效,因为铸造件经历风吹雨打、温差变化,都会发生一些细微的变化,只有把摇臂钻床放在外面经历这些时效,才能保证以后装配出来的摇臂钻床不再变形,才能保证其精度。 第二、摇臂钻床本身铸件的强度和重量。铸件的材料要达到一定的标准,甚至要高于标准,因为铸件是摇臂钻床质量的基础,只有打好这个基础,才能继续…
【详情】
发布日期:2023-06-14 浏览232 次
U钻厂家讲述深孔钻镗床有什么具体的特点
U钻厂家讲述深孔钻镗床有什么具体的特点 第一、机床的外观防护计划依照各地盛行趁势,外型新鲜,防水、防屑、维护便利。 第二、深孔钻镗床选用较先的集中主动润滑方法,守时、定量的主动间歇式润滑,作业平稳坚固。满意荡涤生产的环保须要。 第三、深孔钻镗床可依据用户须要选配数控体系,设备手动、气动、液压卡盘或手动、气动、液压尾座等。 了解更多知识继续阅读: 暴力钻厂家分享数控深孔钻床加工深孔具体要注意哪些…
【详情】
发布日期:2023-06-14 浏览219 次
为什么有的钻床加工孔圆度差?
为什么有的钻床加工孔圆度差?U钻厂家跟大家了解一下: 第一、主轴弯曲,产生回转振摆量太大。 第二、主轴轴承间隙过大,主要是因为磨损而造成。 第三、钻床主轴套筒与箱体孔配合间隙过大。 了解更多知识继续阅读: U钻的使用中我们要特别留意哪些地方?
【详情】
发布日期:2023-06-13 浏览320 次
暴力钻厂家分享立式钻床有哪些优点
暴力钻厂家分享立式钻床有哪些优点 第一、立式主轴套筒具有手动和微动两种进给。 第二、可实现立、卧铣两种加工功能。 第三、工作台分三种机动进给方式:A型为三向;C型为单向;D型为两向。 第四、工作台导轨副超音频淬火后磨削。 了解更多知识继续阅读: 暴力钻厂家分享数控深孔钻床加工深孔具体要注意哪些细节
【详情】
发布日期:2023-06-13 浏览227 次
暴力钻厂家讲述哪些因素会导致钻床厂家的利润减少
暴力钻厂家讲述哪些因素会导致钻床厂家的利润减少 第一、员工敷衍了事 影响生产厂家持续发展 员工作风拖沓,精神不振,这在许多民营立式钻床生产厂家中能够看到,比如某立式钻床品牌由于不忠实和团队的建设,每个部门的员工互相扯皮,办事效率非常低等。一些员工也就养成了和稀泥的作风,事不关己高高挂起,经销商打电话要求补货,没人管,招商的业务员不愿意出去跑业务,因为许多该报的住宿差旅费迟迟不给报,虽然该生产厂…
【详情】
发布日期:2023-06-09 浏览237 次
u钻厂家讲述要是实现科学发展要从哪几个方面
第一、全面构建立式钻床行业教育培训网络体系。多种形式办学,切实使教育培训工作覆盖全行业 第二、培育战略新兴产业和现代制造服务业,从而适应下游行业的转型需求,为我国装备制造业的平稳较快发展提供支撑,为建立现代铸造产业体系提供基础。 第三、开展全国钻床行业信用等级评价工作。 第四、坚持走出去、请进来;,在办好滚齿机制造业高层论坛和高层论坛的基础上,进一步办好亚洲立式钻床行业高层论坛,积极参与世界立…
【详情】
发布日期:2023-06-09 浏览210 次
暴力钻厂家分享平面钻床液压动力站有什么用
暴力钻厂家分享平面钻床液压动力站有什么用 第一、驱动平面钻床主轴的进给运动,实现快速接近工作、慢速工作进给、快速回程。 第二、完成工件夹钳的夹紧和放开动作,在钻削过程中维持足够的夹紧力。 第三、龙门移动后的紧缩定位,提高钻孔的位置精度和尺寸精度。 了解更多知识继续阅读: 数控深孔钻床为什么会出现孔径缩小
【详情】
发布日期:2023-06-08 浏览218 次
U钻的使用中我们要特别留意哪些地方?
U钻的使用中我们要特别留意哪些地方? 第一、U钻的中心高必须要校正,根据其直径大小来要求控制范围,一般控制在0.1mm之内,U钻的直径越小,中心高要求越高,中心高不好U钻的二侧会磨损,孔径会偏大,刀片使用寿命缩短,小U钻的话很容易折断。 第二、U钻的安装要注意正反方向,哪个刀片向上,哪个刀片向下,哪个面向内,哪个面向外。 第三、U钻的切削参数严格按照厂家的说明,但也要考虑不同品牌的刀片,机床的…
【详情】
发布日期:2023-06-08 浏览294 次
深孔钻加工深孔排屑问题怎么解决?
深孔钻加工深孔排屑问题怎么解决?暴力钻厂家跟大家了解一下: 第一、冷却液的喷嘴要对着孔向里以利冷却液进入切削区域,深孔钻模具深孔加工厂家发现当孔经比大于8倍以上批量大在专用的深孔钻床上钻孔,效率高修磨横刃以减小轴向切削刀同时切削刃靠钻芯处产生一个折角有利分屑。 第二、钻刃夾角增大至130-140度以增加切屑厚並改变切屑排出的方向(切屑排出的方向是与刃口垂直)。 了解更多知识继续阅读: 暴力钻在…
【详情】
发布日期:2023-06-07 浏览286 次
16 / 18
« 上一页
1
...
14
15
16
17
18
下一页 »
网站首页
|
公司介绍
|
产品中心
|
产品视频
|
新闻资讯
|
联系我们
|
站点地图